A new recycling centre in New South Wales has improved efficiency and innovation by standardising CKD products for all of its pneumatic system requirements. With Pneumatic Products leading the way, the facility has implemented tailored solutions that deliver reliability, performance, and compliance with stringent industry standards.
Tailored Pneumatic Solutions
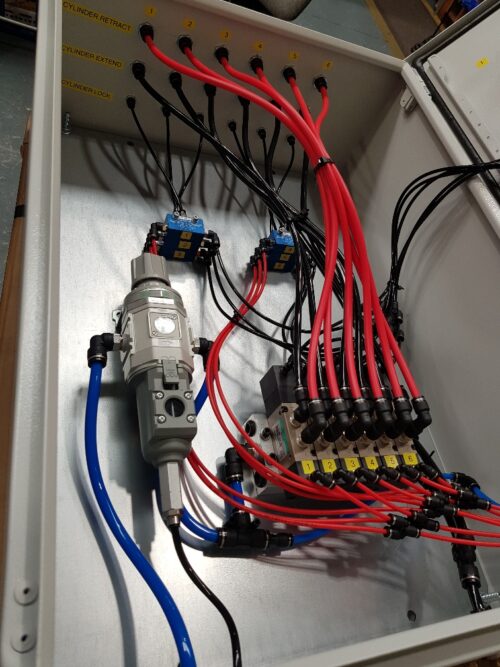
To meet the unique demands of the recycling industry, the facility incorporated a full suite of CKD by Pneumatic Products, including ISO-standard air cylinders and solenoid and manual valves. These components were seamlessly integrated into custom-designed control cabinets created by Pneumatic Products. Each cabinet was meticulously designed, assembled, and tested to ensure optimal performance and durability, offering a turnkey solution that aligns perfectly with the facility’s needs.

Efficiency in Action: Hopper Control Gates
A standout feature of the recycling centre is its advanced system for operating hopper control gates. The setup includes CKD air preparation components, push-in fittings, and tubing supplied by Pneumatic Products, creating an efficient and seamless operation. Powered by CKD ISO air cylinders, the system demonstrates the versatility and reliability of Pneumatic Products’ solutions, ensuring smooth and consistent operation across the facility.

Partnering for Success
The team at Pneumatic Products is committed to delivering tailored pneumatic solutions that optimise workflows and enhance productivity. By utilising CKD products and custom engineering expertise, the new recycling centre in NSW showcases how Pneumatic Products can turn complex challenges into efficient and practical solutions.
Ready to elevate your operations? Contact Pneumatic Products today to explore how our solutions can help streamline your processes and boost productivity.